Un grosor desigual de la película provoca desperdicios de material, una resistencia deficiente del sellado, un rendimiento de impresión inestable y mayores costes de producción. Si este problema no se controla a tiempo, puede afectar gravemente a la calidad del producto y a la satisfacción del cliente. La solución radica en la gestión coordinada del flujo de la masa fundida, la precisión del troquel, la refrigeración, el arrastre y la estabilidad general del proceso.
El control del espesor de la película en la extrusión de película soplada depende del mantenimiento de una presión de fusión estable, una distribución precisa del flujo de la boquilla, un rendimiento de refrigeración equilibrado, una velocidad de arrastre sincronizada y unas propiedades constantes de la materia prima. Cuando estos factores se combinan, los fabricantes pueden conseguir un grosor de película más uniforme, un menor índice de desechos y una mejor calidad de impresión y fabricación de bolsas.
¿Por qué es tan importante el control del espesor de la película?
El control del espesor de la película es uno de los aspectos más críticos de la extrusión de película soplada. Afecta directamente a la resistencia de la película, el rendimiento del sellado, la calidad de impresión y el consumo de materias primas. En la producción real, la variación del grosor no sólo aumenta los residuos, sino que también crea problemas en los procesos posteriores, como la fabricación de bolsas, el sellado y la impresión. Por lo tanto, el control del espesor no es sólo una cuestión de ajuste técnico, sino una parte importante de la mejora de la consistencia del producto, la eficiencia operativa y la rentabilidad general.
1. Mantener estable la plastificación de la masa fundida
El primer paso para controlar el grosor de la película es garantizar una plastificación estable de la masa fundida dentro de la extrusora. Si la resina no se plastifica uniformemente, el flujo de masa fundida que entra en la matriz fluctuará, lo que provocará que la película sea más gruesa en algunas zonas y más fina en otras.
Un diseño de tornillo de alto rendimiento ayuda a conseguir una plastificación más uniforme, una salida de presión más estable y una mejor homogeneidad de la masa fundida. Esto es especialmente importante en las líneas de producción de alta velocidad, donde incluso las pequeñas fluctuaciones de la masa fundida pueden aparecer rápidamente en la burbuja. La alimentación estable, la geometría adecuada del husillo y el funcionamiento suave del motor contribuyen a un mejor control del espesor.
2. Mejorar la uniformidad del flujo de la matriz
La matriz es uno de los componentes más críticos de una línea de película soplada. Su función es distribuir uniformemente el polímero fundido antes de su extrusión en un tubo de película. Si la estructura del canal de flujo de la matriz está desequilibrada, algunas zonas descargarán más material mientras que otras descargarán menos, lo que provocará una desviación del espesor circunferencial.
Por este motivo, el diseño preciso de las matrices y la exactitud del mecanizado son esenciales. Las estructuras optimizadas de los canales de flujo, las superficies internas lisas y el estricto control de la redondez ayudan a mejorar la distribución de la masa fundida. Los sistemas de troqueles desarrollados mediante análisis de simulación de flujo pueden equilibrar la trayectoria del flujo interno de forma más eficaz, lo que da como resultado un espesor de película más uniforme y una mejor calidad del producto final.
3. Control preciso de la temperatura
La estabilidad de la temperatura afecta directamente al espesor de la película porque modifica la viscosidad de la masa fundida. Si una zona del barril o de la matriz está más caliente que las demás, la masa fundida en esa zona puede fluir más rápidamente, creando diferencias de espesor localizadas.
Para controlar este problema, los fabricantes deben mantener un perfil de temperatura estable y coordinado desde la sección de alimentación hasta la salida de la matriz. Si la temperatura es demasiado alta, la masa fundida se vuelve demasiado fluida; si es demasiado baja, aumentan la resistencia al flujo y la inestabilidad de la presión. El objetivo no es simplemente calentar la máquina, sino garantizar que cada zona de calentamiento funcione de forma continua y en armonía.
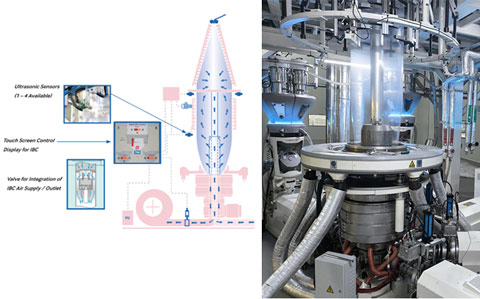
4. Mantener la burbuja estable
Una vez que la masa fundida sale de la matriz, el comportamiento de la burbuja se convierte en un factor clave para el control del espesor. Incluso si la extrusora y la matriz funcionan correctamente, una burbuja que oscile, respire o sea inestable alterará la uniformidad del espesor.
La estabilidad de las burbujas depende de varios factores, entre ellos:
- Presión interna del aire
- Simetría de refrigeración
- Posición de la línea de congelación
- Alineación de la torre
- Estabilidad de arrastre
Cuando la burbuja permanece estable, el grosor de la película alrededor de la circunferencia es más uniforme. Cuando la burbuja se vuelve inestable, aumenta la variación del espesor y se dificulta el procesamiento posterior.
5. Refrigeración del anillo de aire de equilibrio
El anillo de aire determina si la burbuja se enfría uniformemente después de salir de la matriz. Un enfriamiento desigual hace que un lado de la burbuja se solidifique más rápido que el otro, lo que provoca directamente fluctuaciones de grosor.
Una refrigeración equilibrada y eficaz ayuda a mantener la simetría de las burbujas, mejorar la estabilidad de la producción y mantener el espesor objetivo bajo control. En las aplicaciones de alto rendimiento, el rendimiento de la refrigeración es aún más importante, ya que las tasas de producción más elevadas ejercen una mayor presión sobre la formación de burbujas y la estabilidad de la película. Por lo tanto, un sistema de refrigeración bien diseñado desempeña un papel fundamental en el control del espesor.
6. Adaptación de la salida a la velocidad de arrastre
El grosor de la película depende en gran medida de la relación entre el rendimiento de extrusión y la velocidad de arrastre. Cuando aumenta el rendimiento sin un ajuste correspondiente de la velocidad de recogida, la película suele volverse más gruesa. Cuando la velocidad de arrastre es demasiado alta, la película se vuelve más fina.
Esto significa que los operarios deben mantener siempre sincronizadas la producción y la velocidad de arrastre. Un sistema de arrastre estable es especialmente importante porque reduce las fluctuaciones de estiramiento y ayuda a mantener un grosor constante de la película, sobre todo en aplicaciones de película fina o de producción a alta velocidad.

7. Utilizar materias primas coherentes
La variación de la materia prima también es una causa común de inestabilidad del espesor. Los cambios en el grado de resina, el índice de fusión, la proporción de aditivos o el contenido de humedad pueden alterar el comportamiento del material durante la extrusión.
Para reducir este riesgo, los fabricantes deben utilizar formulaciones estables y sistemas de dosificación controlados. En la producción de películas multicapa, el control de la proporción de capas es igualmente importante. Si una extrusora alimenta demasiado o demasiado poco material, el grosor total de la película puede variar, afectando a la uniformidad del grosor y al rendimiento del producto.
8. Mantener la precisión mecánica
El control del espesor a largo plazo también depende de la precisión mecánica del propio equipo. Los tornillos desgastados, las piezas dañadas de la matriz, los rodillos inestables o los sistemas de arrastre imprecisos empeorarán gradualmente la variación del espesor con el paso del tiempo.
Los equipos fabricados con acero aleado forjado de alta calidad, mecanizado de precisión y componentes eléctricos fiables suelen ofrecer una mayor durabilidad y repetibilidad. Este tipo de estabilidad mecánica ayuda a los fabricantes a mantener un control de espesor constante durante largas tiradas de producción y en condiciones de funcionamiento difíciles.
9. Supervisar el proceso sistemáticamente
Un buen control del espesor no se consigue mediante ajustes aleatorios. Requiere una supervisión continua de todo el proceso, incluyendo:
- Presión de fusión
- Temperatura de fusión
- Diámetro de la burbuja
- Altura de la línea de congelación
- Velocidad de la línea
- Estado del bobinado
Mediante el seguimiento conjunto de estos factores, los operarios pueden identificar la causa real de las fluctuaciones de espesor con mayor precisión y realizar los ajustes de forma más eficaz. Un enfoque de control sistemático reduce los residuos, acorta el tiempo de preparación y mejora la fiabilidad de la producción.

Conclusión
La estabilidad del espesor de la película se consigue mediante el control integrado de la calidad de la masa fundida, la precisión de la boquilla, el equilibrio del enfriamiento, la coordinación del transporte y la supervisión del proceso. Cuando estos factores se gestionan conjuntamente, la producción de película soplada es más eficiente, más estable y capaz de ofrecer una calidad de producto más constante.